



膜结构加 工制作阶段的工作内容,包括裁剪设计的原则、裁剪方法、膜材的连接、裁剪下料图及加工图、膜面加工制作的工序与质量要求等。
关键词:膜结构、裁剪、应 变补偿、连接、加工除找形外,膜结构设计的另一大特点是需要进行裁剪设计,即在完成找形、荷载分析和构件设计(含膜材、索、支 承钢结构的设计等)并获批准后,要购买膜材料,进行裁剪设计,加工制作膜面。本文将就膜结构加工制作阶段的工作内容,如裁剪设计的原则、裁剪方法、膜材连 接方法与接缝设计、裁剪加工图、膜面制作工序与质量要求等,展开论述。
一、 膜结构裁剪设计的目的及一般原则
膜结构建成后的膜面是预应力作用下的空间曲面。裁剪设计(或者 称裁剪分析)的目的是用无应力、平面状态并有幅宽限制的膜材(卷材)去制作膜面,使这个膜面在张拉后符合找形所得的形状和应力分布,且膜面接缝布置美观, 膜材用料节省。
膜结构裁剪设计的内容与步骤如下:(1)在找形得到的空间膜面上布置裁剪线,将空间膜面划分成若干个空间膜条;(2)将空间膜条展开为 平面膜片;(3)释放预应力,对平面膜片进行应变补偿(即考虑预应力释放后膜材的弹性回缩);(4)根据以上结果,加上膜片接缝处及边角处都放量,得到平 面裁剪片;给出膜材的下料图及膜面的加工图。
裁剪线是指空间膜曲面上膜条与膜条之间的连接线,也就是裁剪片与裁剪片拼接时的接缝。
裁剪线的布置应遵循以下原则:(1)美观,有良好的视觉效果;(2) 受力性能良好,通常将裁剪线布置成与膜材的经向一致,沿膜面主应力方向;(3)便于加工,避免裁剪线过于集中,以方便边角处理;(4)节省,即节省膜材且 使接缝总长度尽可能地短。
通常,裁剪线的方向就是膜材的经向,即膜材的长度方向。习惯上,圆锥形(伞形)膜面的裁剪线按经向布置,马鞍形膜面的裁剪线沿平行于高点对角线的方向布 置,拱支承形膜面的裁剪线多垂直于拱的跨度方向,而脊谷式膜面的裁剪线多平行于脊谷索布置;刚性边界的膜结构,裁剪线多平行于边界支承构件,如图1 所示。设计实际工程时,不要墨守陈规。适度地改变习惯做法,有时会收到意想不到的新奇效果,参见图2。
膜材裁剪时的应变补偿值(预缩量)受许多因素影响,如膜材本身的双轴拉伸性能、徐变性能、膜面应力水平、裁剪片的形状及材料经纬方向、 结构尺度及支承方式、膜面热合时的收缩情况、成型时的张拉难易程度等等。应变补偿常以补偿率的形式实施。严格说来,需根据膜材在特定应力比及应力水平下的 双轴拉伸试验结果,结合上述诸因素综合确定应变补偿率。
需要注意的是,膜材经、纬向的应变补偿率通常是不同的,且不同的应力分区也应采用不同的补偿率。大体上来说,常用聚氯乙烯(PVC )涂层覆盖聚酯织物的应变补偿率在0.5% 至 0.8% ;而常用聚四氟乙烯(PTFE )涂层覆盖玻璃纤维膜材的应变补偿率经向为0.5% 至1.0% ,纬向在1.0% 至3.0%之间。
二、裁剪设计的方法
膜结构的裁剪分析最初是从量测物理模型开始的,即按一定比例制作一个所期望的结构曲面模型,用一定宽度的 纸、布或其他柔性材料剪成相应的形状粘贴到模型上,经反复修改,直到完
膜结构设计专题讲座
全覆盖整个模型。将每个粘贴条揭下按比例放大后,再考虑应变补偿,即可得膜材的下料图。
对于简单、规则的可展曲面,可直接利用几何方法将其展开并得到下料图。而对于复杂曲面,需通过计算机方法确定。目前常用的裁剪方法有测地线裁剪法 (Geodesic Line Method )及平面相交裁剪法等,现分别介绍如下。
1.测地线裁剪法
测地线原是个大地测量学中的概念,又称短程线,其通常被理解为:经过曲面上两点并存在于曲面上的最短的曲线。可展曲面上的测地线在曲面展开成平面后为直 线;不可展曲面上的测地线在展开后接近直线。测地线裁剪法,就是以测地线来剖分空间膜面。求曲面上的测地线的问题,实际上是一个求曲面上两点间曲线长度之 泛函极值的问题。
用测地线概念作膜结构裁剪分析的问题之所以复杂,是因为膜结构几何外形的新奇多变。通过找形分析,所得到的是膜面上一些离散点的空间坐标,而不是空间曲面 的方程,因而也就无法得到曲面上两点间曲线长度的泛函的显式。通常采用分段线性化的方法来处理这一问题,即用求极值确定测地线上的若干点,再用线性插值的 方法求中间点,从而求得测地线。
对于一些呈球面特征的曲面或曲面区域,两端点(极点)间的测地线有无数条,即测地线并不唯一,这样就很难控制膜条的最大宽度。文献[1] 提出了在两端点间再指定一个中间点的准测地线(Semi-Geodesic Line )方法并已经用于膜结构设计软件 EASY 中。
测地线裁剪法的好处是接缝最短、用料较省,但裁剪线的分布及材料经、纬方向的考虑不易把握。实际应用中,在将由两条测地线及边界围成的空间膜条展开成平面 时,需指定其中的一条测地线为直线。
2.平面相交裁剪法平面相交裁剪法是用一组平面(通常用竖向平面)去截找形所得到的曲面,将膜面分成 一个个的 “香蕉状”的膜条,以平面与空间曲面的交线作为裁剪线。平面相交裁剪法常用于对称膜面的裁剪,所得到的裁剪线比较整齐、美观。
3.膜材的 连接方法
膜材的连接方法膜材的连接方法有机械连接、缝纫连接、热合连接等。机械连接简称夹接,是在两个膜片的边缘埋绳,并在其重叠位置用机械夹板将膜片连接在一 起,见图3。机械连接常用于大中型结构膜面与膜面的现场拼接。缝纫连接是用缝纫机将膜片缝在一起。采用缝纫连接时,需要注意选择缝纫用线的强度和耐久性。 缝纫连接通常用于无防水要求的网状膜材结构中,或者是与热合连接同时应用在PVC 涂覆聚酯织物的边角处理上。
热合连接又称焊接,是通过让膜材接触加热物体、或通过高频电磁波、或向膜材吹热空气等手法,使膜材获得相应的热量从而使织物上的涂层熔融,然后施加压力并 冷却使膜片结合在一起。热合连接是最常用的膜材连接方法。对PVC 膜材料,多用高频焊接,局部修补可用热风焊接;PTFE 及乙烯-四氟乙烯共聚物(ETFE) 膜材则采用接触加热物体的高温热合方法。接缝可以是搭接,也可以是采用“背贴条”的拼接,PTFE 膜材焊接时,需要在两层PTFE 膜材间放置氟化乙丙烯(FEP)薄膜条。有关的热合设备。
4.裁剪加工图及特殊部位的经验处理
裁剪加工图
裁剪加工图包括膜片下料图、膜材排版图、膜面加工图三方面。膜片下料图是指考虑了应变补偿后的平面膜片图,亦即各裁剪片的平面坐标及经线方向;膜材排版图 是指各裁剪片在特定幅宽膜材上的排列图,在考虑了边角放量及经纬方向后,排列尽可能紧凑以节约膜材;膜面加工图就是各裁剪片的拼装图。在加工图上,除了注 明各裁剪片及接缝位置外,还需给出接缝及边角处理方式和放量、接缝方向、补强位置及范围、膜材型号及规格、接缝检测要求、包装时折叠的顺序及方向标识要求 等等,参见图1如采用自动放样及自动下料,膜片下料图以数据文件形式提供。

图1 裁剪片的平面坐标

特殊部位的经验处理
(1)边角处理放量在膜片与膜片的连接处,因接缝需要放量;在柔性边界的膜结构中,为方便穿钢索,常将膜边放出一定的余量做成索套(cable cuff), 俗称“裤子”;在膜结点板处以及刚性边界膜结构的边界处,常采用“绳边”(rope edge),也需在裁剪基准线外加上适当余量以方便埋绳。图8 和图9 是典型的边角处理方式及放量情况。挖弧及补强层在膜角点,一般用膜节点板并通过连接配件连接膜面与支承结构。节点板处的膜面要作“挖弧”处理;膜角处及锥 形膜面的顶部等应力比较集中,常用两层或三层膜热合在一起,即作“补强层”处理
(2) 特殊部位应变补偿率的调整
如前所述,尽管影响膜材裁剪应变补偿值的因素很多,但实用上大多采用百分率补偿法;计算程序一般也用输入的具体百分率对膜材的经纬向进行预缩。由于膜面上 可能存在不同的应力分区,且各分区及各部位在安装时的张拉难易程度不一,对特定部位,需对其应变补偿率作出调整。
对于外形为圆锥形的膜结构,在帽圈处常用圆钢板或圆环与膜面相连,安装时通常也是先将膜面固定在钢板或圆环上再顶升,因而帽圈处膜的环向应变补偿值几乎为 零。同样,靠近边索处的膜在沿索的方向很难张拉,应变补偿率也需作出调整。在刚性边界的膜结构中,中间部位的膜比较容易张拉,而靠近边界处的膜张拉就比较 困难,边角处的应变补偿率也宜作出适当的调整。
(3) 方便安装及考虑防水或美观的一些构造
考虑到安装的方便,除了将膜面进行必要的分块之外,还可以在膜面上特定部位焊接一些“搭扣”(lifting tape ),以方便吊装及张拉,在张拉完成后再将其剪去。图12 第一道接缝处为方便吊装而焊接的连续搭扣即为一例。出于防水或美观的考虑,也可在膜面适当部位焊接一些用于覆盖用的膜片,如图2。

图2方便吊装而焊接的连续搭扣图

用于防水或美观的覆盖膜片
通常,膜面的加工制作包含以下工序:(1)准备工作,包括技术准备、场地及设备准备、膜材料进场检测等;(2)放样、排版与下料;(3)热合试验;(4) 热合加工;(5)边角处理; (6)清洗、包装。
膜材的进场检测主要包括外观检查和物理性能检测两方面。外观检查主要是检查膜面色泽是否一致、有无斑点、小孔等,一般通过目测结合专用灯箱进行,参 见图3及图4。待用膜材的品牌与型号应与设计图纸一致,并为同一批号(不同批号的膜材色泽会有差异);要求无直径2 mm 以上的油污、瑕疵,无直径1 mm 以上的针孔,色泽均匀一致。
物理性能检测主要是检测厚度、重量、抗拉强度及撕裂强度等,检测结果应不低于膜材性能表所列指标。由于各国的检测方法不一致,检测结果也会有出入。膜材进 场时可对各项技术指标进行抽检,并检查膜材出厂时的材料检测报告和质量保证书。当抽检数据与出厂检测报告出入较大时,应通知膜材供应商并取样送权威检测机 构检测、鉴定。

图3 膜材进场时的外观检查

图4 灯箱检测
放样、排版与下料
放样有自动放样与手工放样之分,取决于加工厂商的设备情况。自动放样是将包含各膜片X、Y 坐标的数据文件输入电脑,经排版、优化后打印在膜布上或直接由电脑控制的切割机将膜布裁剪成片。当采用手工放样时,通常要先做出1:1 的纸样,再将纸样放置在膜布上排版,最后划线、下料,参见图5至图8。手工放样、下料的精度应控制在+/-2 mm 以内。
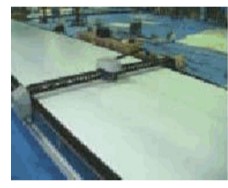
图5 自动放样

图6 手工放样
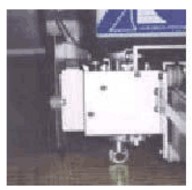
图7 自动下料

图8 手工下料
热合试验与焊接加工
在正式进行焊接加工前,需进行热合试验以便为热合加工提供参数依据。试验样条的抗拉强度应不低于其母材强度的80%。在焊接加工过程中,也需定时试验并记 录结果,以便随着环境温、湿度的变化及加工部位的不同,随时修正相关技术参数。
正式加工时,先将膜片在接缝处对齐,检查膜材的正反面及接缝顺序是否正确;清洁待焊区域;如为PVC 膜材拼接接缝放置“背贴条”,如为PTFE 膜材需在接缝处两层膜片间放置EFP 条;根据热合试验所得到的参数进行加工。最后根据设计图纸对边角进行诸如埋绳、焊接穿钢索的“裤子”(cable cuff)及补强处理。
热合时宜采用张拉焊接(tension weld),即要对待焊区域的膜材施加一定的预张力,以减小因热合造成的膜材收缩、改善张拉成型后焊缝处的应力状态。图9 及图10 为一些常用的热合设备。
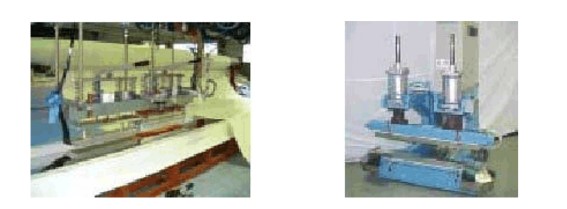
图9 用于PTFE 膜高温热合的设备
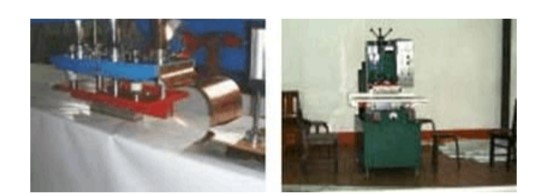
图10用于PVC 膜材高频焊接的设备
包装
设计者需根据施工现场及安装设备等情况,确定膜面的展开方向及折叠包装的顺序,加工好的膜面在两面清洗后,按指定要求进行折叠包装。为 防止在膜表面留下明显折痕,PTFE 成品膜在折叠时应衬入圆纸筒,ETFE 成品膜不能折叠,需放置在专用保护容器中。软质包装袋上应标识好展开方向,再加木箱包装以方便运输。
附件的设计与加工
与裁剪关系密切的附件设计主要包括用于膜角的膜节点板设计、连接件选用及边索长度的确定等等。膜节点板的设计主要涉及形式、大小、角度、连接孔及安装孔的 位置及大小、板厚、膜与节点板的连接方式以及边索与结节板的连接设计等内容。设计时,根据膜面形状及膜角处的应力大小确定其基本几何参数,验算抗拉强度、 局部承压及焊缝长度等等,并由此计算连接件及边索长度。膜节点板应简洁、角度准确、传力顺畅。膜节点板常用钢板制作、热镀锌处理或以不锈钢材料制成。
汉杰伊膜结构工程有限公司成立于2002年专注膜结构技术的研发、设计、制造、生产、安装,在体育场馆、充气膜建筑、遮阳设施、交通设施、有害物密闭覆盖、生态环保、工业仓储、园林景观领域广泛应用。至今已成功安装膜结构工程数千项,客户遍布全国多个省、市及世界各地,项目涉及建筑膜结构、张拉膜、膜结构停车棚、收费站膜结构等。并具有国外安装经验,公司秉承“顾客至上,安全生产,质量第一”的理念安全施工,获得了广大客户的良好口碑!拥有上百项项目案例,欢迎广大客户来厂实地考察。
免费热线电话: 400 022 3033
公司电话
400 022 3033
业务联系人
19937109141
15538188747
13071071261
上一篇:污水池反吊膜结构特点总结
